Can you increase machine capacity without buying a new machine?
Thursday Jul 18, 2024

Trying to keep up with manufacturing demand is hard when you feel like you’ve not got enough machine capacity available. The obvious solution is to buy a new machine, but with economic and political uncertainty this can be difficult to get approval for. Buying a new machine requires delivery, commissioning and training until it’s even available on your shop floor. In the short term it can actually reduce your factory’s productivity until it’s running properly.
Maybe you have hidden capacity
It might be surprising to find that maybe there’s a lot of hidden capacity left in your machine shop that you didn’t know you could utilise. Most CNC machinery runs at an availability of around 20%. That’s only 20% of the time the CNC is doing what it’s best at, unmanned operation. The rest of the time your expensive, fully automated robotic cutting machine is not being used when it could be churning out chips and getting you out of arrears or keeping up with customer demand.
Increase spindle uptime
The solution instead might be to increase your spindle uptime, and unlock that hidden machine capacity. How do you start to do this?
There’s two major phases to target in CNC manufacturing:
- Out of process time
- In process time
Out of process improvement
The lowest hanging fruit is normally the out of process time. This is time that the machinery is not in-process. Examples of reasons for this downtime include:
- Workpiece loading
- New work setup
- Looking for tools
- Setting tooling due to breakage/wear
- Looking for work packs/SOPs
- Running another machine
- Waiting for materials/cutting tools/programs
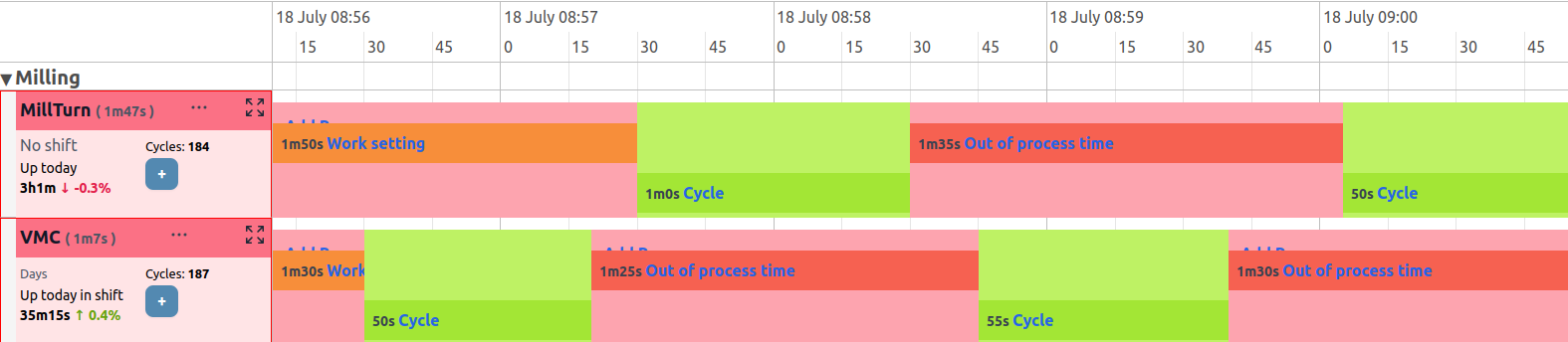
The first step in reducing this out of process time is to measure which of these reasons are costing the most downtime in your business. To measure this without automated data collection takes a lot of effort from production managers and operators alike. This would require noting down downtime start times and end times, collecting reasons and aggregating ones of the same type together.
Then you’d have to sum all the downtimes and plot them on a chart. Fortunately TrackMyMachines does this all for you with automated machine data collection. To find out more about how TrackMyMachines collects machine data and downtime reasons, I recently wrote an article about how it can help automating Kaizen Events here
Taking action
Once you’ve targeted your main reasons for out of process downtime you can start to take action. Some of our customers have used our machine monitoring data to save over £18,000 a year by unlocking extra machining capacity they didn’t know they had.
| Downtime Reason | Potential Solutions |
|---|---|
| Workpiece loading | Quick unlock and lock workholding with stops or jaw locations for raw material; custom workholding for tricky OP20 shaped components |
| New work setup | Zero point precision quick change workholding. This saves not only clamping time, but location and probing workpiece |
| Looking for hand tools | Shadow board for shared tools; Tool trolleys with standard drawers and kits for every machine/operator |
| Setting tools due to breakage/wear | Tool presetter for setting tooling away from the machine |
| Looking for work packs/SOPs | Digitize work packs, available on tablet or computer terminal on shop floor immediately |
| Running another machine | Balance long running work and short running work with same operators or onto machinery with more automation like a pallet changer |
| Waiting for materials/cutting tools/programs | Improve ordering and programming procedure so resources are available when they’re needed |
In Process improvement
Once the lower hanging fruit around the machine tool has been identified and improved. The next thing to do is look at the actual cycle time in the machine.
Areas to identify and improve could be:
- The out of cut movements of the machine
- Is the next tool preselected?
- Is each cutting strategy optimised for cycle time or tool life. Could one be improved without affecting the other?
- Could multiple drills, counterbores and chamfers be combined into a special multi-step drill?
- Could drilling and tapping be combined into a standard drill and tap cutting tool?
Where are you focusing your efforts?
Improving machine performance and reducing cycle times is often the main focus of a production engineer, since that’s what is the most obvious aspect to engineer. Take a look at the out of process downtime and see if there isn’t some hidden capacity in your manufacturing facility.
To get started, request a demo and see how TrackMyMachines makes unlocking hidden capacity in your shop floor easy.